Stationary Concrete Batch Mix Plant
- Home
- /
- Road Equipment
- /
- Stationary Concrete Batch Mix Plant
In our ready mix concrete (RMC) plants. The aggregates are stored in horizontal bins. The stationary concrete batch plant type machines comes with gathering conveyor below the aggregate bins. Here the weighing of aggregates takes place. Then the aggregates are discharged into the slinger conveyor where they are transferred to the twin shaft mixer. Atlas ready mix plant come equipped with twin shaft mixer as mixing device and hence they are bound to perform for years. Atlas is committed to provide solutions to the industry by offering high quality concrete batching plant. Up on the line is a series of concrete mixers right from the capacities 30 m3/hr to 200 m3/hr. They are designed for operating in Indian conditions. We have stationary RMC plant installations in countries like Nigeria, Angola, Philippines, Bhutan, Cameroon, Myanmar and Israel.
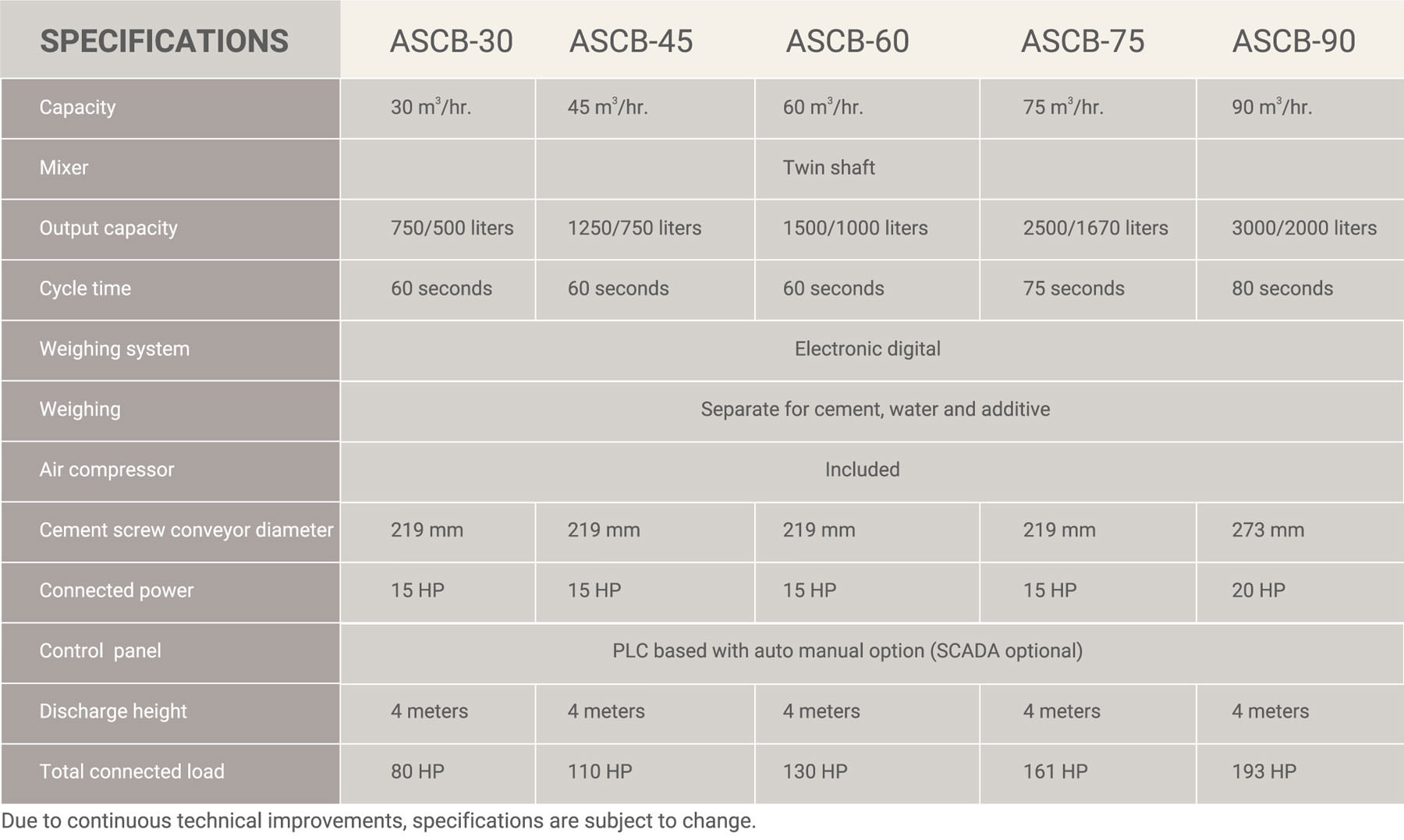
| Model | ASCB 30 | ASCB 45 | ASCB 60 | ASCB 75 | ASCB 90 |
| Capacity | 30 m3/hr. | 45 m3/hr. | 60 m3/hr. | 75 m3/hr. | 90 m3/hr. |
Capacities above 90 m3/hr. are tailor-made.
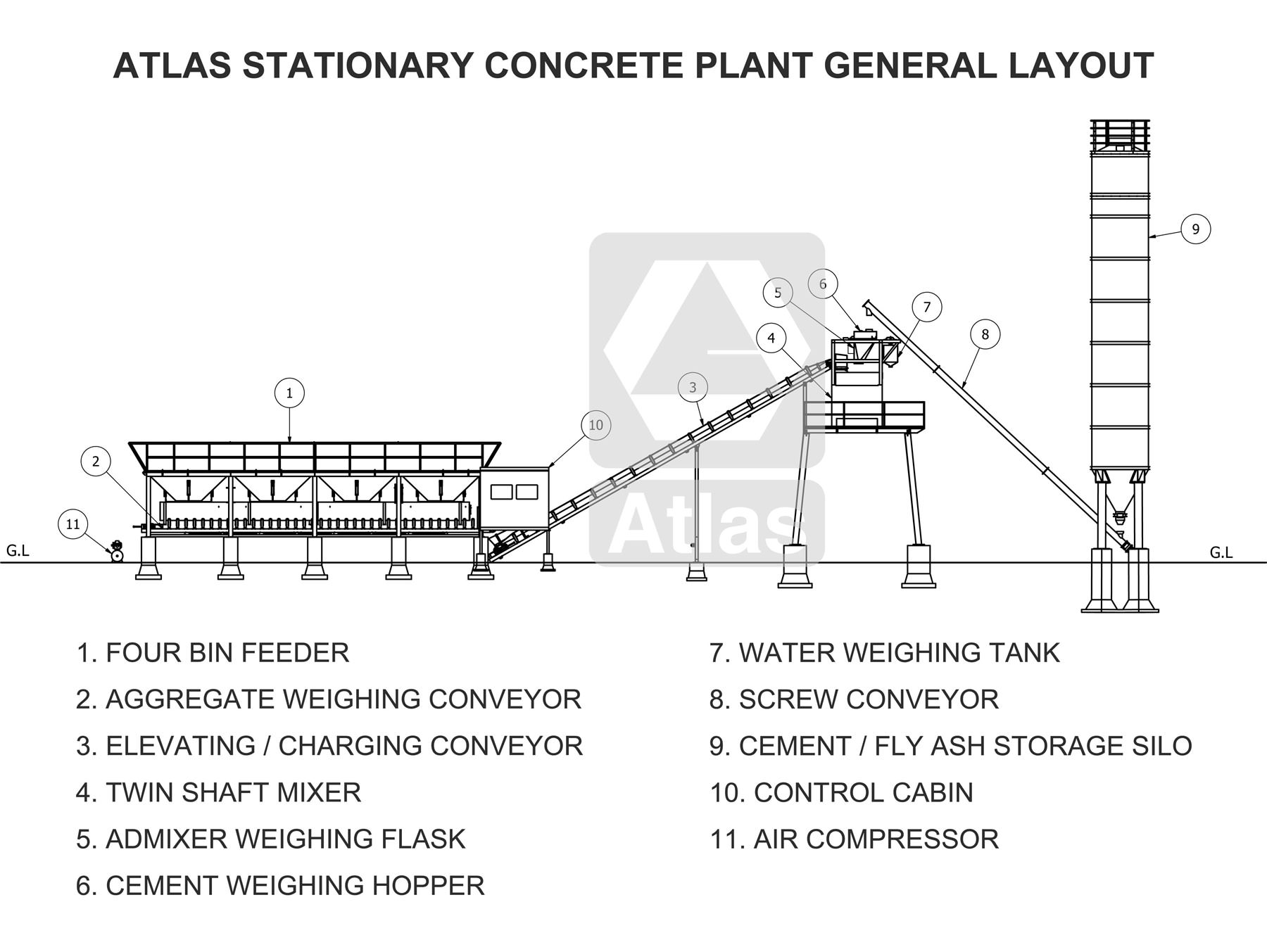
The process flow for stationary concrete batch plant will start from feeding of aggregates to the feeder bins. The process of concrete mixing plants end at the output of fresh concrete from the mixer. Modern batch mix plant consists of components like feeder bins, conveyor belts or skip hoist, weigh conveyors, weigh hoppers, screw conveyors, cement silos, mixing unit and control panel. Control panel comes with preloaded software which can make the plant run on auto mode very easily. It just has to be fed with a recipe that we desire.
The first step is to feed the feeding bins with aggregates as per the sizes. Weighing hopper below the bins will help in weighing the aggregates one by one and then they will be transferred to the skip hoist or conveyor belt. The weighing hopper for aggregates is suspended on load cells. As the aggregates are transferred to the mixing unit at the same time water, cement and additives are getting weight. Water is stored in a separate tank and transferred to the weigh hopper, once inside the weigh hopper, water will be weighed as per the quantity set into the control panel and led into the mixing unit. Cement is added to the cement weigh hopper by means of a screw conveyor. This screw conveyor is attached to a cement hopper or to a cement silo. Additive is stored and weighed in a separate flask before adding into the mixer. Once all the contents are inside the mixing unit they will be weighed for a set time before being discharged.
All the feeder bins supplied have pneumatic operated gates. The four bin feeder is built on a strong and rugged structure. Air compressor provided with the concrete mixing plant is responsible for pneumatic gate open close.
The RMC plants manufactured by Atlas come with gates which are radial type for coarse/ fine discharge. Sand bin is also provided with discharge.


The charging conveyor is important part of this equipment. It does the job of transfer of aggregates from the weighing conveyor to the mixing unit. This conveyor is covered to reduce the dust emissions.
Gathering conveyor supplied with the concrete machine is suspended on 4 load cells. Aggregates are discharged into gathering conveyor. Once the set recipe accumulates on the gathering conveyor, it discharges the mix on to the slinger conveyor. A vibratory motor is provided for easy flow of aggregates. Gathering conveyor and slinger conveyor of Atlas ready mix plant are equipped with idler rollers and return rollers.


Twin shaft type concrete mixers are a standard. There is also option to opt for pan or planetary mixer for customers. They ensure proper mixing concrete and maximum concrete output in shortest possible time.
Supplied in capacities ranging from 0.5 m3 to 5 m3 it is fixed on the basic structure of the machine. The arms and shell are reinforced with high wear resistance NI hard liners. These replaceable liners are for high performance and ensure long life of the mixer. The aggregates, cement, water and additives are discharged to the mixer for thorough mixing.
The gate of the mixing unit is provided with mix equipment opens to its entire length thereby discharging the entire contents quickly. Only after proper and homogeneous mixing the batch is ready to be discharged by pneumatic system.
Cement weighing hopper supplied with Atlas concrete batching plants is mounted on 3 load cells and is equipped with butterfly valve for efficient discharge. Cement weighing hopper is of suitable capacity and is provided with pneumatic vibrator and two inlets for two screw conveyors.
Water tank provided is supported on load cells and it is provided with a gate with rubber gasket at the bottom. Additives inlet comprises of an admixture flask of suitable capacity provided with a feeding pump.
Cement is fed from hopper or SILO to the cement weighing hopper.


Control cabin supplied with Atlas ready mix batch plant is fabricated with M. S. structured frame and insulated by wood. Control panel is housed inside the control cabin. Strategic location of the operator seat ensures complete view.
Fully computerized cabin with PLC based controller (OPTIONAL: SCADA based controller) are provided with ATLAS make concrete batch type plant. A user friendly software ensures top notch performance of the mixing equipment.
Proxy switch for each control panel is provided.
Display of the entire process is possible.
Provision for printing important data like mix proportion, batch weigh, total number of batches, sub total, gross total, etc as per the requirement is possible. The number of batches for transit mixer is controlled by the preset batch controller.
It is possible to store, edit production details, mix proportions up to 99 recipes in Atlas stationary concrete batching plant. The equipment works in auto and manual mode.


The standard configuration equipment comes with a 1500 kgs cement hopper for addition of cement that comes in bags. It is also possible for customer to opt for a separate silo for addition of cement or fly ash.
This cement / fly ash silo comes in different capacities as per the customer’s requirement.
Customer can opt for cement silo or cement hopper or both. Cement is added into the cement weighing hopper by means of a screw conveyor. Two screw conveyors can add cement into the weigh hopper as seen in the adjacent photo.
Horizontal silo can also be supplied with the machine. This silo is available in different capacities like 20 tons / 30 tons / 40 tons. It does not take up height like the traditional vertical silos that are tall.
Its design is in such a way that cement falls to the bottom of the silo very easily. Screw conveyor present at the bottom extracts the cement into one end of the silo where another screw conveyor will take the cement to desired height. All safety accessories can be provided with the storage silo.


Air compressor is provided with all Atlas stationary concrete batching plants. Air compressor helps operates all pneumatic devices in the plant. Standard make air compressor makes operation easy and ensures trouble free working.