Portable Concrete Plant
- Home
- /
- Road Equipment
- /
- Portable Concrete Plant
For sale portable concrete plant by Atlas Technologies. We are supplier of mini concrete plants. Available in capacities 10 m3/hr., 15 m3/hr. and 20 m3/hr. It is offered with reversible portable batch plant. The small and mini size makes transportation of the batch plant very easy.
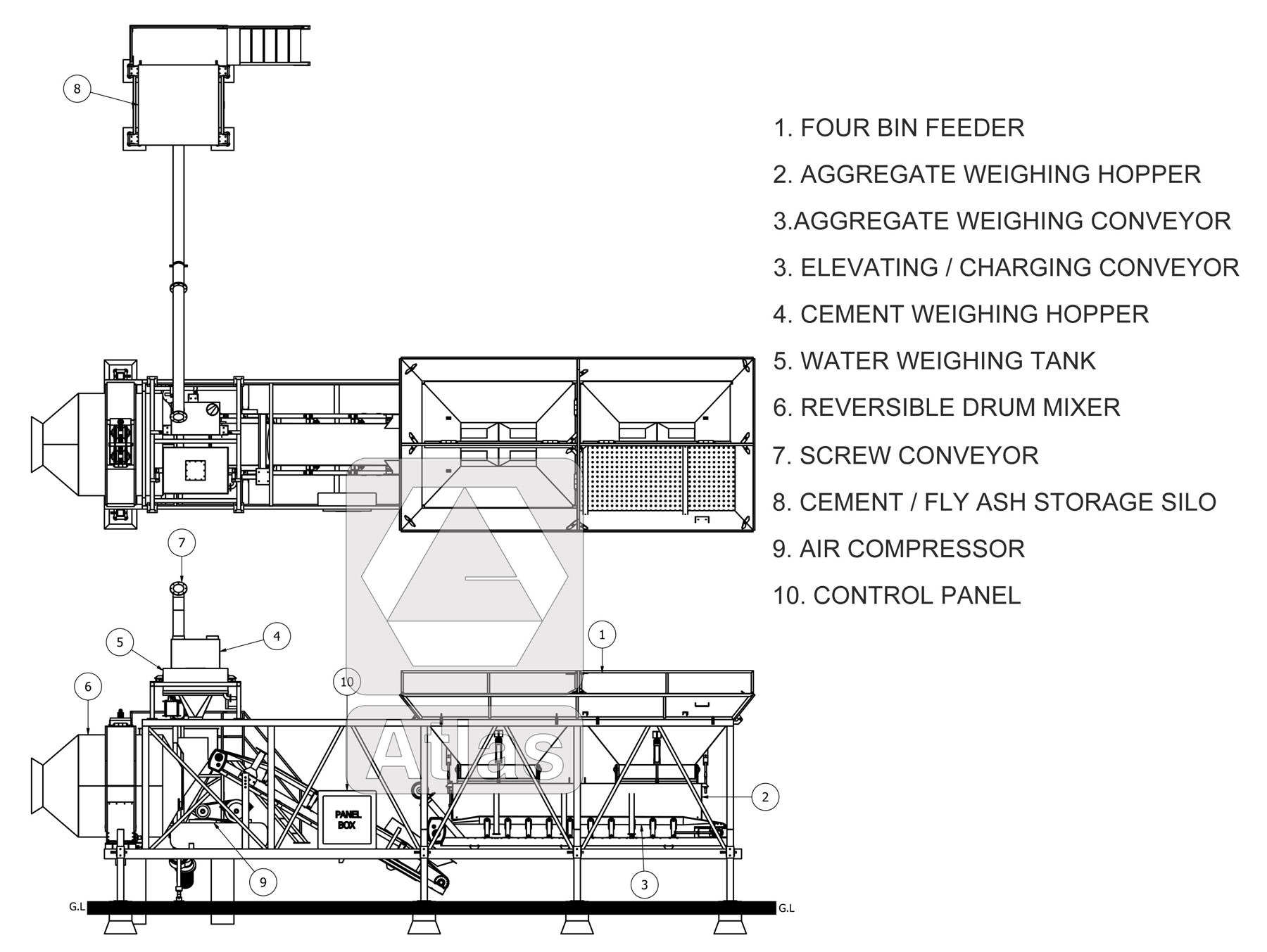
There are four bins provided for addition of sand and aggregates. Cement is transferred from screw conveyor into the weighing hopper. Water weighing is done by weigh hopper which is suspended on load cells. The control panel supplied with concrete mixer is PLC type. It is usually provided on the plant chassis or on a separate cabin.
If you are looking for portable concrete plant this is the design that will suit you. It is with reversible drum mixer and is available in the capacities 10 cum per hour, 15 m3/hr. and 20 cum. The specialty is that they can be towed easily by towing it with a tractor or any suitable vehicle. The control panel is on the chassis making the controlling very easy. Reversible drum type mixing unit is the highlight of this equipment. Mixing is done in clockwise direction and discharge is in anti-clockwise direction.
These Portable batching plant comes with a 30 bag cement hopper for storage and supply of cement that comes in bags. Accuracy in this machine is at par with the stationary mixers that are available in the market. It can also be supplied with 50 Tons, 100 Tons, 150 Tons cement silo’s. It requires least space for installation. The total number of bins are four that makes this plant ideal for all applications. No special ramp is required for feeding the material into the aggregate feeders. The discharge height is low and thus it enables discharge of materials directly into the pump. A load out belt can also be supplied so that the concrete can be fed into the transit mixer.
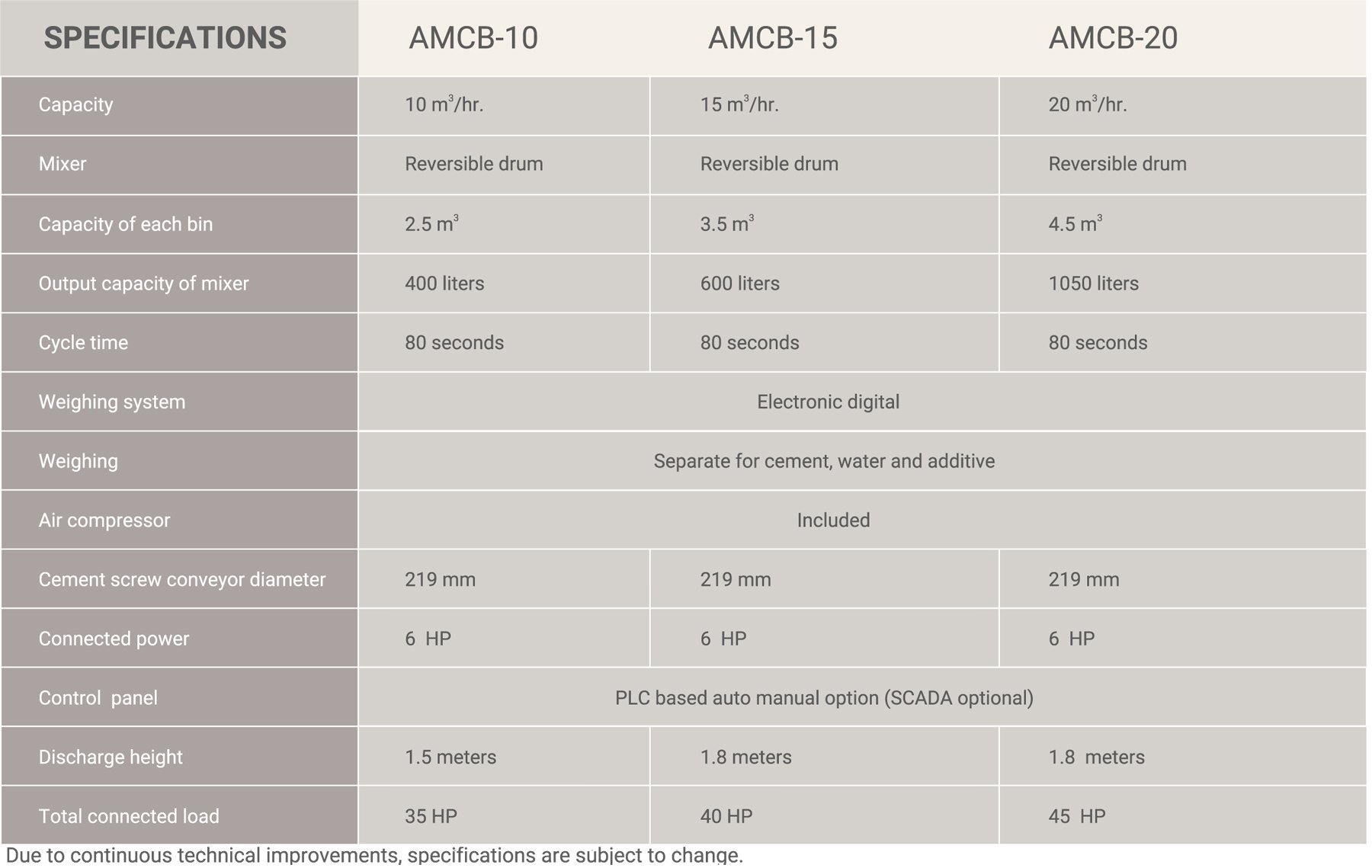
| Model | AMCB 10 | AMCB 15 | AMCB 20 | |
| Capacity | 10 m3/hr. | 15 m3/hr. | 20 m3/hr. |
Atlas make mobile concrete batching plant come equipped with a 2 x 2 type aggregate feeder. Aggregate feeder is with two vibratory motors and pneumatic operated gates. The sand bin comes equipped with a mesh for efficient sand discharge. A standard air compressor is provided. The air compressor is responsible for controlling of mixer gates, feeder gates and butterfly valve opening and closing. The position of air compressor on the chassis makes it easy to maintain and transport.


The task of feeding conveyor is to transfer the aggregates to the mixing drum.
Weighing conveyor is located just below the aggregate feeding unit. The weighing conveyor is suspended on four load cells. The job of weighing conveyor is to individually weigh the aggregates and transfer them to the feeding conveyor.


Twin lube air compressor is provided with the machine. It controls the feeder gates and also the butterfly valve open close mechanism. The air compressor is factory fitted. Its location is nicely done on the chassis of the plant and no connections for the same has to be done once the plant arrives at the site.
Mixing drum supplied with Atlas make ready mix concrete plants is carved out with extreme precision keeping in mind that it is subjected to most torture. The flights of the mixing drum are designed to throw out even the smallest particle out of the mixing drum. The drum movement in forward (clockwise) direction does the mixing while the drum movement in backward (anti-clockwise) direction aids in discharge of the material. The mixing drum drive motor here is connected to a gear box by a V belt pulley. This drives the mixing drum. This helps in minimizing vibrations and is also low on maintenance.


Weighing system is for cement, water and additives. Aggregates are weighed on the weighing conveyor which is situated just below the feeder bins. Cement weighing hopper supplied is mounted on 3 load cells. A pneumatic operated butterfly valve is fitted for discharge. The cement weighing hopper on the RMC plant is provided with pneumatic vibrator and two inlets for two screw conveyors. Water tank is supported on single load cell with pneumatic operated butterfly valve and its gate is equipped with rubber gasket at the bottom. Admixture flask of suitable capacity is fitted with feeding pump. Cement is fed from SILO to the cement weighing hopper.
A lubrication system for the mixing drum is provided to lubricate all the eight moving parts of the mixing drum from a single point. Thus making the maintenance of the mixing drum easy.


It comes with a standard PLC based control panel. SCADA based panel can also be supplied on request. A user friendly software ensures top notch performance. There is provision to print data like mix proportion, batch weigh, total no. of batches, sub total, gross total, etc. Provision to store, edit production details, and mix proportions up to 99 recipes is possible. Equipment can run on auto and manual modes.
Control cabin is optional. The standard configuration machine comes with the PLC control cabin enclosed in a casing. Customer has the option to opt for a control cabin for the equipment.


Horizontal silo of capacity 20 tons / 30 tons / 40 tons can be provided. It is of advantage especially for places where space is a constrain. All safety accessories are provided with the same.
Silo can also work simultaneously with a cement hopper.
With the standard configuration, the plant comes with a 30 bag hopper. This 1500 kgs / 30 bags hopper is sufficient enough for storage of ample cement so that it can be supplied in required quantity as and when required. The hopper for addition of cement comes fitted with vibrating motor and a screw conveyor for addition of cement into the weigh hopper.
If required a separate silo for addition for cement or fly ash can also be made available.
Weigh hopper for cement is on top of the mixing unit. This weigh hopper has inlet for two screw conveyors.